应用于陶瓷注射成型技术的新型水基粘结剂
时间:2005-09-27
郭宝华1 张娇月1 徐军1 司文捷2 谢志鹏2
(1 清华大学化工系 2 清华大学材料系;北京 100084)
陶瓷注射成型技术是一种精密陶瓷材料的快速成型技术[1],其特点是:适于制备体积小、形状复杂、尺寸精度要求高的陶瓷零件,能够实现自动化连续生产。该技术的生产过程包括如下几个主要步骤:混料、注射、脱脂和烧结。其中,粘结剂和脱脂工艺是该技术的核心。目前已开发的脱脂工艺包括:热脱脂、催化脱脂、有机溶剂脱脂、水脱脂、虹吸脱脂等。其中,水脱脂工艺具备快速高效和环境友好的优势,有良好的发展前景。
粘结剂在整个陶瓷注射成型技术工艺中有两个基本作用[2][3]:与陶瓷粉末均匀混合,使其在一定温度和注射压力下具有良好的流动性,能够顺利完成注射成型;在脱脂阶段,一方面能够通过一定的脱脂工艺快速、顺利地从陶瓷注射样品中脱除,另一方面又要维持样品完好的形状。为了满足上述基本要求,应用于陶瓷注射成型的粘结剂一般为多组分体系。对于水基粘结剂而言,一般包括如下组分:水溶性聚合物、非水溶性聚合物、表面活性剂、增塑剂和润滑剂。
间苯二甲酸二甲酯-5-磺酸钠(SIPM)与聚乙二醇(PEG)的缩聚产物是一种具有良好的水溶性和热稳定性的聚酯。本文通过高温缩聚反应制备了水溶性聚酯SIPM-PEG200,并利用核磁、红外、TGA和DSC对其进行表征。在空气氛中SIPM-PEG200的分解温度为300℃,DSC结果表明其为非晶聚合物,玻璃化转变温度为80.3℃,SIPM-PEG200的热塑性和良好的水溶性使其能够作为粘结剂的主体应用于陶瓷注射成型技术。本文研究了以SIPM-PEG200为主体的水溶性粘结剂,其组成包括:SIPM-PEG200、乙烯醋酸乙烯酯共聚物(EVA)、甘油、铝酸酯偶联剂和润滑剂,并且利用上述粘结剂制备了Al2O3注射料。
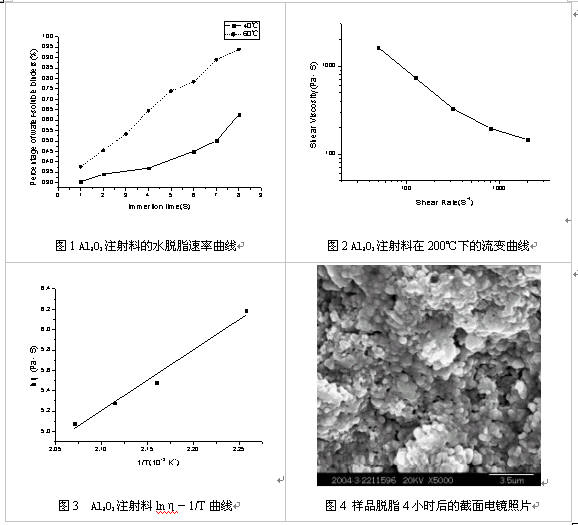
水溶性聚酯SIPM-PEG200主链上有具有极性亲水集团-SO3Na,并且PEG的聚醚链段也具有良好的水溶性,这使得SIPM-PEG200聚有高的水溶解速率[4],实验表明由上述水溶性粘结剂制备的注射料不仅具有高的水脱脂速率,而且样品在脱脂后没有裂缝和胀裂等缺陷。直径为10mm,厚度为2mm的样品在60℃的水中脱脂8小时,水溶性组分的脱除量达到90%(见1)。实验表明,粘结剂中水溶性组分的含量越高,水脱脂速率越快,但粘结剂组成中保持一定量的非水溶组分对于维持坯体的完好形状是必要的。
陶瓷注射料的流动性是注射成型步骤中必须考虑的因素。本文的研究表明,固含量、辅助粘结剂的种类和粘结剂中各组分的含量都是影响注射料流动性的重要因素。以EVA为辅助粘结剂制备的注射料的粘度低于以PVB为辅助粘结剂的体系;本文研究的Al2O3注射料为假塑性流体,表观粘度随剪切速率的提高而降低。在200℃下,在100s-1-2000s-1剪切速率区间,表观粘度为100Pa·S~1000Pa·S(见图2),可以顺利完成注射成形,从图2得到在稳定流动状态下的粘流活化能为49.6KJ/mol(见图3),可以根据加工中对注射料流动性的要求选择合适的加工温度。
参考文献:
[1]梁叔全,黄伯云,粉末注射成形流变学,长沙:中南大学出版社,2000:5
[2]林健凉,曲选辉,范景莲,李笃信,陶瓷粉末注射成形中的关键影响因素,硬质合金,2001,6:100
[3]Mohan J Edirisinghe*,Injection moulding of ceramics, Powder Metallurgy, 1990,June:367
[4]Li-Huei Lin,Hsin-Jiant Liu,Jiunn-Jer Hwang,Preparation and dispersion properties of water-soluble polyethylene glycol-dimethyl 5-sulfoisophthalate sodium salt polyester surfactants,Colloids and Surfaces A:Physicochem.Eng.,2002,January:173-178
论文来源:
2004年全国高分子材料科学与工程研讨会论文集
