
华东理工大学郑安呐教授
一种热塑性塑料能否发泡?在什么工艺下才可以发泡?能发多大倍率的泡?
这些都是众多学者一开始就希望搞明白的基础问题。
开始时,人们认为只要提高熔体的黏度即可令塑料得以发泡,因而采用纳米材料或高分子量PE 混入PP之中的方法,但很快就被证实是错误的,并在枝化结构的制备与可发泡性方面得到验证。
进而,流变学家们通过流变学与分子结构的研究,发现一定数量的长支链结构才是提高熔体强度,便于发泡的有效方法。其基本原理实际上也很容易理解,在熔体状态下的发泡过程,其为相当于双轴拉伸聚合物熔体膜。即便熔体的剪切黏度很大,但只能延缓发泡胀大的过程,却无法保证膜不被拉破。只有在拉伸过程中,越拉伸,熔体的拉伸黏度越大,方可保证膜不会破裂。相反剪切黏度小一点,拉伸会变得更快,发泡更迅速,倍率更大。不同结构树脂的熔体拉伸黏度可以形象地表现为以下场景:当从一束筷子中抽出一只筷子时并不难,但从一堆枝杈很多的树枝中抽出一根树枝来却不然,或许会越抽越抽不出来。这就是直链聚合物与具有长支链聚合物的熔体在拉伸时的差别。采用剪切流变分析可以方便地对熔体强度以及是否具有长支链进行判断,参见图1、2。
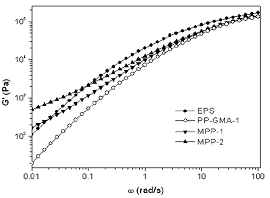
图1 熔体剪切实模量与角频率的关系
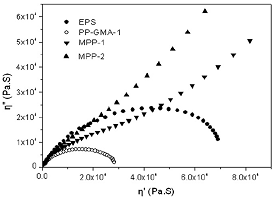
图2 熔体剪切虚黏度与实黏度的关系
对聚合物熔体在不同剪切角频率下进行实模量与实黏度以及虚黏度的检测,频率越低,实模量却越高者熔体强度就越大(图1)。在熔体剪切虚黏度与实黏度的关系中(图2),所有线型聚合物的熔体都会形成一个圆弧状的所谓Cole-Cole 环,相反支链越长,枝化度越高者曲线越会反向上翘。虽然该判断有效、方便,只是尚不能回答该塑料“能否发泡?发泡的工艺?以及能发多大倍率?”等诸多关键问题。笔者等根据上述拉伸黏度以及应变硬化的概念,提出采用式(1) 进行判断的方法,满足式(1) 即可以发泡。
其中σE 为熔体的拉伸应力,ε为拉伸应变。确定了发泡的最大倍率,d 为拉伸应变速率,与发泡速率对应。在不同温度下,以发泡等同的速率拉伸熔体,同时记录拉伸应力,满足式(1) 的温度即是可行的发泡工艺温度,最大的即确定了最大的发泡倍率。这一简单明确的判据,尚有待学术界以及工业界的进一步公认。
PS 发泡材料领域
PS 发泡材料的最佳应用领域是建筑物与工程的隔热保温领域,但EPS 的发展并不乐观,未来很可能被XPS 所取代。但前提是必须有高熔体强度与高弹性的PS 树脂问世,否则XPS 的发泡倍率赶不上EPS 也是枉然。即使生产EPS 也不应采用传统的悬浮聚合法,而是已经工业化了的以XPS 方法制造的EPS。
PE 发泡材料领域
PE 发泡材料领域的发展方向并不十分引人关注,LDPE需发展平口模,一次得到10cm 以上厚度的XPE。另一方面,研发得到高熔体强度的HDPE,使尚未谋面的,以HDPE为基体树脂的EPE 以及XPE 能够问世。
PP 发泡材料领域
EPP和XPP两种PP的发泡材料都是未来的发展方向,只是必须得到工业化可行的高熔体强度PP 树脂,特别是出于XPP 制备需求的考虑。此外,EPP 也需改变目前的生产方式,转而采用XPP 的方法由原料直接制备EPP 的发泡珠粒,方可使EPP 能全方位成为EPS 更新换代的材料。除此以外,作为高生产效率与直接得到制品的注塑工艺,注塑出PP 高发泡倍率的制品(JPP),未来将在旅行保温杯、防烫咖啡杯、旅行保温餐盒,乃至车载冷柜、疫苗箱以及钓鱼箱市场拥有广阔的发展前景,这亟待一种全新型的PP 高发泡倍率注塑机的问世。
发泡PET
发泡PET 迄今为止虽并未形成广泛的应用,但有鉴于其刚性高,尺寸稳定性好,若双面覆以PET 薄片,复合成XPET 板材,必将是大型会议桌台面、室内隔断等轻质人造木材的不二选择。前提是必须首先得到高熔体强度的PET 树脂,并在此基础上进一步发展与PET 发泡相应的设备与技术。
本文节选自《国际塑料商情》2017年7月刊,作者为郑安呐教授
- 《聚合物泡沫塑料加工技术研讨会》将于9月28日在北京举办 2010-07-23
