随着生活质量的提高对塑料制品的要求越来越苛刻,双色注塑也因此越来越被重视。下面,小编将为您详细讲解。
一、什么是双色注塑
所谓双色注塑成型,是指将两种不同色泽的塑料注入同一模具的成型方法。它能使塑件出现两种不同的颜色,并能使塑件呈现有规则的图案或无规则的云纹状花色,以提高塑件的实用性和美观性。
二、双色注塑原理
>>>>双混色注塑成型
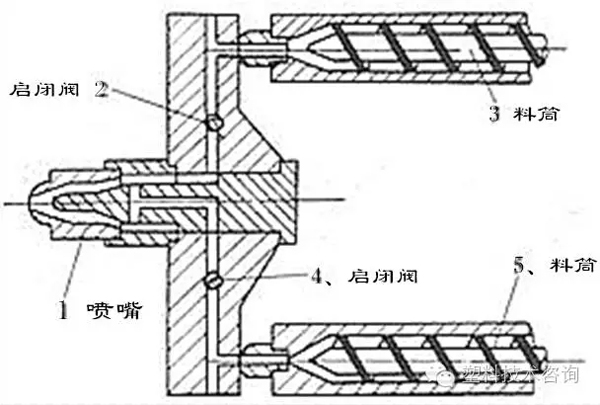
双色注塑示意图
它有两个料筒,每个料筒的结构和使用均与普通注塑成型料筒相同。每个料筒都有各自的通道与喷嘴相通,在喷嘴通路中还装有启闭阀2、4。成型时,熔料在料筒中被塑化好后,由启闭阀2、4控制熔料进入喷嘴的先后顺序和排出料的比例,然后由喷嘴处注射入模腔。便可得到各种混色效果不同的塑料制品。
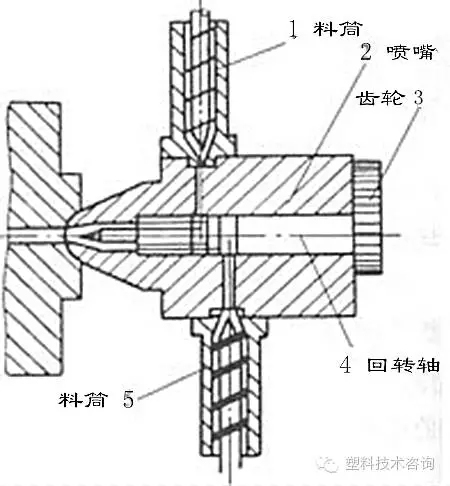
双花纹注塑成型原理
它也有两个料筒1和5,其喷嘴结构有些特殊,除了有通常喷嘴的功能外,还能由安装在后部的齿轮3带动旋转。成型时,料筒1、5中分别塑化不同色彩的熔料,而齿轮3带动回转轴4回转,使不同色彩的熔料交替进入模腔,从而得到由中心向四周辐射形式的不同颜色和花纹的塑料制品。
三、双色注塑要求
材料要求
双色注塑的配对材料必须满足两个基本兼容条件,即粘合相容和加工过程相容。
工艺要求
软硬胶双射设计
两种材料必须熔点存在一定的温度差,一般推荐为60℃,建议至少30℃以上,第一射材料的熔点温度高,一般第一射是PC或PC/ABS,第二射是TPU或TPE,PC厚0.6-0.7mm,软件0.4mm以上。
尽量加宽接触面积,做沟槽等增加粘合力,或第一射采用抽芯,第二射部分材料注塑到第一射里面,第一射模具表面尽量做粗糙。
透明的和非透明的双射设计
小镜片的双射设计:第一射做非透明的,第二射做镜片,第一射尽量用PC熔点高,第二射用PMMA。
装饰用的透明和非透明的双射设计:第一射为非透明材料,第二射为透明材料,非透明材料常用的是料温高的PC,第二射透明材料用PMMA或PC。PC需要喷涂UV来保护,PMMA可选择UV或强化,如表面有字符则必须选择UV。