注射成型被广泛用于快速批量成型具有复杂形状的塑料制品。为了制造出高质量的制品,注射成型过程需要最佳的工艺条件和高的复现性。聚合物的比容(比体积,v,密度的倒数)是由压力(p)和温度(T)等变量决定的,是预测塑料制品体积、形状和尺寸的重要指标。聚合物的压力-比容-温度(pvT)关系被广泛应用于注射成型过程的数值模拟和过程控制中,以获取最佳工艺条件,提高制品成型精度。
通过pvT数据和相应的模型,可以预测、控制注塑件的收缩和翘曲。pvT模型被广泛的应用于Moldflow, Moldex3D, Sigmasoft, Cadmould等模塑成型过程仿真软件中,进而优化模具设计和工艺条件。另外,许多在线注射成型过程控制及适时优化系统也采用了pvT模型,通过模腔内置传感器获取压力和温度随时间的变化,计算追溯比容随时间的变化,进而在线控制优化,实现比容的在线控制,最终实现制品质量的提高。然而,pvT模型的参数是基于实验数据回归得到的,聚合物的比容均是在实验室条件下测得的(目前尚未有可脱离pvT模型直接测定聚合物比容数据的技术及方法)。标准的聚合物pvT实验测试过程通常采用等压或等温测试模式。研究团队在前期的实验研究中(Polym. Test. 78 (2019) 105992;Polym. Test. 81 (2020) 106232)发现聚合物pvT关系具有显著的过程依赖性。因此,对于注射成型过程,压力和温度的变化复杂,考虑比容的过程依赖性,实际的注射成型过程条件下的比容可能与实验室常规条件测得的结果存在差异。
为此,研究团队采用了商用聚合物pvT测试仪(PVT 500, G?TTFERT Werkstoff Prüfmaschinen GmbH)模拟注射成型过程,以检测聚合物比容在模拟的注射成型过程中的变化情况。通过选择起始温度、保压压力、保压结束温度和冷却速率来控制模拟过程,其对应的注射成型工艺参数为注射温度、保压压力、保压时间和冷却时间。分别检测了聚丙烯(PP)半结晶聚合物材料和丙烯腈-丁二烯-苯乙烯共聚物(ABS)无定形聚合物材料。采用了DoE实验设计方法,通过对模拟注射成型过程中pvT的测定,可以获得注射成型过程中比容与压力、温度和时间的关系,特别是在注射成型关键节点位置处比容的变化。同时也验证了相关工艺参数对材料相转变和制件收缩的影响。特别讨论了初始温度对注射成型过程中聚合物比容和最终制品收缩的影响。特别发现了聚合物比容在冷却收缩阶段的非线性变化。
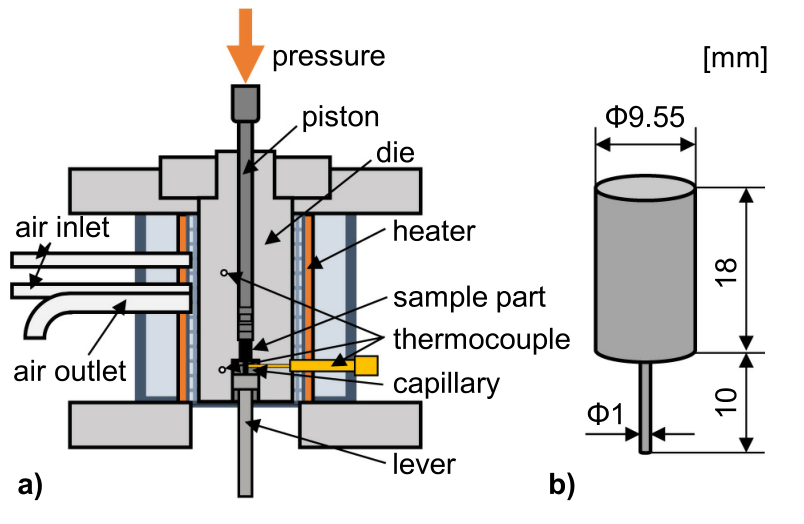
图 1 pvT测试装置(a)和样品部分(b)的结构示意图
图1为pvT测试装置和试样部分的原理图。为了模拟注射成型过程,本文将起始温度、保压压力、保压结束温度和冷却速率作为主要参数,进行了特殊的测量过程。通过pvT测试装置,在不同阶段实现了等温、等压模式的组合式控制。
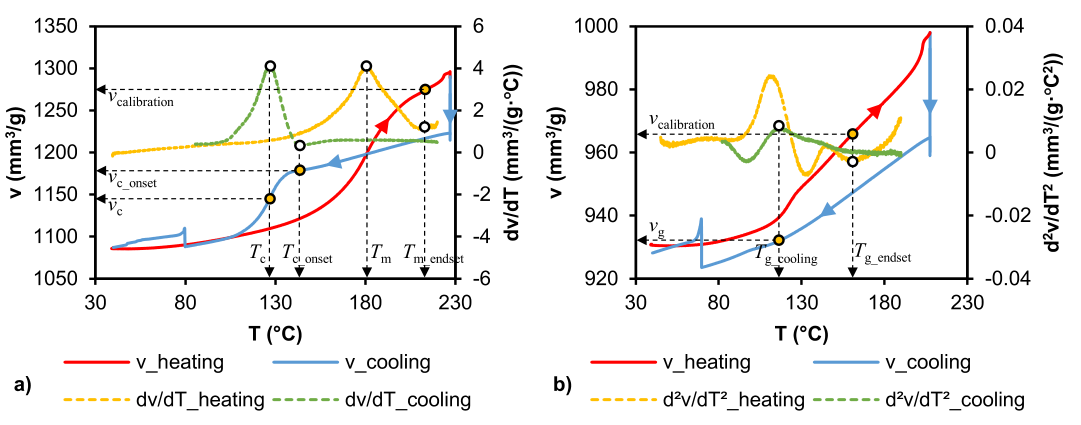
图 2半结晶PP (a)和无定形ABS (b)在模拟注射成型过程循环中比容及其导数随温度的变化
图2为半结晶PP(a)和无定形ABS(b)在模拟注塑循环中的比容及其导数随温度变化的函数。Tc、Tc_onset、Tm、Tm_endset分别是半结晶聚合物的结晶温度、起始结晶温度、熔融温度和末态熔融温度。Tg和Tg_endset分别是无定形聚合物的玻璃化转变温度和玻璃化终态温度。vc、vc_onset、vg、vg和vcalibration分别是对应状态的比体积。如图2所示,半结晶聚合物的Tc和Tc_onset分别由dv/dT的峰决定,非晶聚合物的Tg由d2v/dT2的峰决定。
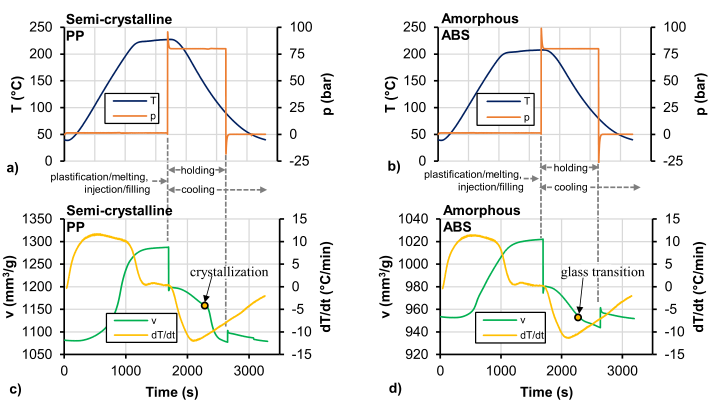
图3 模拟注塑周期中,半结晶PP (a, c)和无定形ABS (b, d)的压力、温度、比容和冷却速率随时间的变化
图3描述了模拟过程中注射成型各参数的变化。图3(a)和(b)以一个测量周期为例,给出了压力和温度随时间变化的函数。温度的变化取决于材料的特性。在冷却过程的开始和结束时,温度变化缓慢。在实际的注塑过程中,压力和温度的变化曲线非常相似,但由于冷却速度较慢,它们需要更长的时间。图3 (c)和(d)表示测得的比容和冷却速率(dT/dt) 随时间的变化。在保压阶段,半结晶聚合物经历结晶过程,而非晶聚合物只有玻璃化转变,没有结晶。在保持阶段后,比体积增大,然后在大气压下开始收缩。
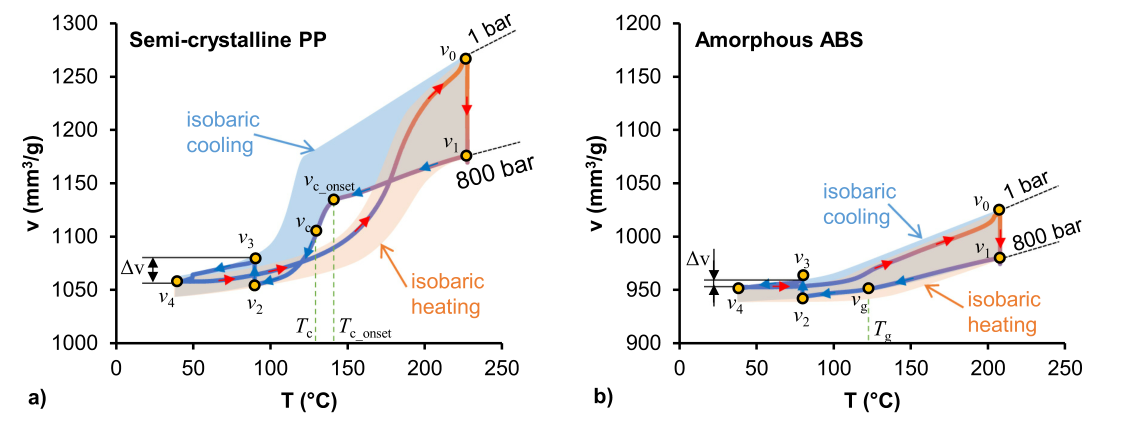
图4 单次注射成型过程典型pvT图中比容的变化路径
(a为半结晶PP,b为无定形ABS)
图4在pvT图中表明了,聚合物的比容在单次模拟注射成型工艺周期中的路径。在pvT图中还包括等压冷却和加热过程。根据图中的要点,可以典型地表示一个完整注塑周期的物理过程。

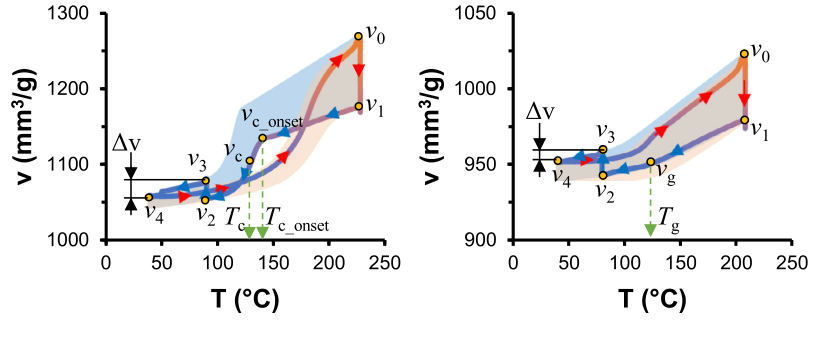
图5 问题示意图(a)、半结晶PP (b)和无定形ABS (c)收缩阶段的pvT图
本研究还回答了一个问题,即冷却过程中冷却速率的变化是否会影响比容变化路径。当相变后冷却速度变慢时,问题是比容是继续其原来的快速冷却路径还是改变为缓慢冷却路径。图5给出了这个典型问题和收缩阶段的pvT图。减压后比容积逐渐减小。在注塑聚合物中有三种可能的收缩方式,如图5(a)所述, ABC的路径代表常压下,聚合物的快速冷却速率条件下在C达到最低温度,比体积差为Δv1。路径AB''C''表示聚合物在恒定的缓慢冷却速率下收缩,最终在C′处达到最低温度,比体积差为Δv2。路径ABC''说明了聚合物在冷却速率由快变慢,直到达到C′处的最低温度,比体积差Δv3时的收缩。图5(b)和(c)说明了收缩曲线都是非线性的,并且在半结晶PP上出现阶梯状。这表明在相变阶段,在较高的冷却速率下,比体积更高,但是当冷却降低时,比体积将变小。
本研究采用商用pvT测试装置,在模拟注射成型过程中直接获得聚合物的比容。结合DoE方法和实际注射成型过程,验证了起始注射温度、保持压力、保压温度和冷却速率四个参数的影响。以上研究成果以《Measurement of specific volume of polymers under simulated injection molding processes》为题在材料领域权威期刊Materials and Design(2020, 196, 109136. IF:6.289)上发表。该论文第一作者和通讯作者为北京化工大学王建教授。
论文链接:https://doi.org/10.1016/j.matdes.2020.109136
- 北化王建教授课题组:基于机器学习的人工神经网络模型预测聚丙烯在高冷却速率下的比体积 2023-04-24
- 郑州大学刘宪虎副教授和中原工学院米立伟教授Compos. Commun.:少量碳纳米管对微注射聚丙烯制备结晶和热-机械性能的影响 2020-08-21
- 北京化工大学完成一国家科技支撑计划重点项目 2011-04-29
