注塑成型是大规模生产塑料、橡胶、金属、陶瓷乃至复合材料部件的基石工艺。传统注塑的核心目标始终是最大限度地减少翘曲变形,确保尺寸均匀性和高重复性。然而,一个长期存在的挑战是,材料在复杂模具型腔中非均匀的体积收缩(Δν)会不可避免地导致非期望的翘曲变形。数十年来,研究者们致力于通过模具补偿、随形冷却和先进过程控制来抑制这一缺陷,但“零翘曲”在理论上几乎无法实现。
近日,北京化工大学王建教授团队提出了一种名为“4D注塑成型”的变革性方法。该方法反其道而行之,将原本被视为缺陷的收缩与翘曲,转变为一种可控的、可编程的设计特性。这里的“4D”指的是制品在脱模后随时间(t)发生的形状演变。
2026年4月3日,相关论文以“4D injection molding”为题,发表在Nature Communications上。
4D注塑成型——将“缺陷”变为“设计特征”,以非均匀收缩驱动的程序化变形为核心机制,从要求“一模一样”的“一副模具只产一种零件”的常规注塑成型到“一副模具产出多种零件”的4D注塑成型
核心机制:非均匀收缩驱动的程序化变形
注塑件变形的根源在于材料在冷却固化过程中体积收缩的非均匀性。4D注塑成型通过主动调控三个维度的收缩差异——流动方向收缩(Δν??)、横向收缩(Δν??)和厚度方向收缩(Δν??)——并结合模内收缩(Δν??,受模具约束)与脱模后收缩(Δν??,无约束释放)的时间维度调控,实现了变形的精准设计。
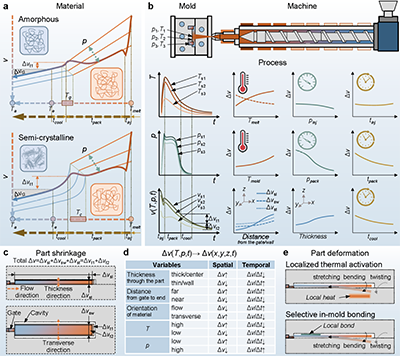
图1 注塑成型部件的时空收缩与变形机制
局部热激活4D注塑成型
团队首先展示了“局部热激活4D注塑成型”。在一个三叶片聚丙烯叶轮模具的背面集成了多个陶瓷加热元件。当单独激活不同位置的加热元件时,可诱导出弯曲、扭转甚至反向翘曲等多种变形模式。实验结果表明,该方法最大可实现最大4 mm的轴向位移形变,相当于叶轮半径的14%,注塑循环周期仅需9秒。
通过响应面方法(RSM),建立了加热元件电压与叶片边缘轴向位移之间的预测模型。基于此模型,能够反向计算出实现0、1、2、3和4毫米特定目标位移所需的热组合。实验验证显示,预测值与实际值之间的决定系数R2高达99.88%。
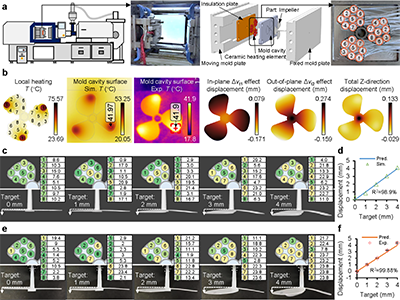
图2 局部热激活4D注塑成型
选择性模内键合4D注塑成型
第二种核心技术是选择性模内键合。将预制的聚合物薄片(如PP片材)放置在模具型腔的特定位置,然后在注塑过程中与熔融聚合物进行界面键合。键合区域会加速热量散失、降低局部体积收缩,从而诱导零件向高温区域发生变形。实验结果表明,最大可实现3.68 mm的位移(零件半径的12.27%)。该方法已成功应用于十字形、手形和毛毛虫形等多种复杂结构的成形。
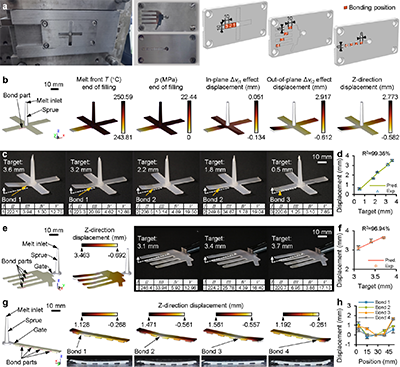
图3 选择性模内键合4D注塑成型
拓展至复合材料与弹性体
该方法的通用性在复合材料和弹性体中得到了进一步验证。在复合材料领域,团队将连续玻璃纤维增强聚酰胺6(CGF-PA6)预浸带与短玻纤增强PA6结合使用。纤维方向(经向/纬向)和键合位置共同决定了变形方向和力学性能,实现了兼具可编程变形与定制化力学性能的功能部件制造。
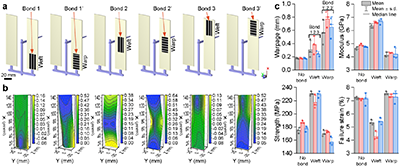
图4 用于复合材料的4D注塑成型
在弹性体领域,团队以热塑性聚氨酯(TPU)为材料,通过调控工艺参数直接制备了具有不同卷曲程度的手形抓手,最大抓取力达0.7 N。进一步地,将Fe?O?磁性颗粒与TPU复合,通过选择性模内键合制备了磁响应软体机器人部件,实现了磁控柔性开关和物体抓取/转移等功能。
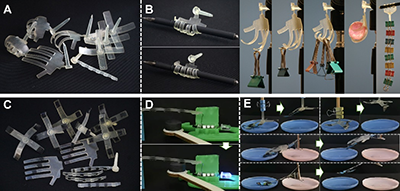
图5 用于弹性体的4D注塑成型
从实验室走向工业化的规模化优势
与传统的3D打印和4D打印技术相比,4D注塑成型在大规模生产方面具有显著优势:
-
生产效率:4D注塑成型保持50–850+件/小时的高产量,而3D/4D打印仅0.1–20件/小时。
-
成本控制:在大规模生产下,4D注塑成型的单件成本为0.06–10美元,而3D/4D打印为1–250美元。
-
材料利用率:4D注塑成型的材料浪费率低于1–3%,而3D/4D打印高达10–45%。
展望
4D注塑成型将注塑成型的高通量优势与可编程变形能力相结合,实现了仅用一副模具生产定制化、功能梯度零件的能力。该技术适用于聚合物、复合材料、弹性体等广泛材料体系,未来有望拓展至金属、陶瓷甚至可生物降解材料,为可部署消费品、可穿戴设备、汽车和航空航天系统以及刺激响应软体机器人结构中的大规模定制化和自适应组件开辟了新的可能性。
论文链接:https://www.nature.com/articles/s41467-026-71538-1
原文信息:Wang, J., Zheng, K., Liu, T. et al. 4D injection molding. Nat Commun (2026).
- 哈工大潘昀路教授团队 AFM:从“破乳”入手的肾小球仿生纳米纤维膜 - 实现微纳乳液高通量分离 2026-02-25
- 海南大学黄玮/张明鑫团队 JACS:浓盐水直接分离 2026-02-09
- 南林蒋少华教授团队 ACS Nano:肺泡仿生木材工程构建超高通量高效抗生素去除材料 2025-12-26
- 南洋理工大学黄长进、伯明翰大学刘明超 Mater. Horiz.:生物启发的渗透压驱动可编程变形弹性体复合结构 2024-03-07
- 俄亥俄州立大学赵芮可教授与佐治亚理工学院齐航教授AM:磁性动态高分子材料实现远程模块化熔焊组装与复杂三维结构快速加工 2021-06-21
